| 产品特性:无需用电 | 是否进口:否 | 产地:青岛 |
| 品牌:焊高祖 | 型号:HGZ180-15 | 焊芯直径:15mm |
| 牌号:000 | 材质:1029109999 | 药皮性质:碱性焊条 |
| 直径:15mm | 长度:180mm | 工作温度:-25℃~+46℃℃ |
| 适用范围:有色金属焊接 | 硬度HRC:300 |
无电焊接技术是基于自蔓延技术发展而成的一种新的焊接技术,能够在没有电源、气源及大型辅助设备的基础上对金属实现焊接。
该产品是由山东军浩苑环保科技有限公司自主研发的、主要应用于应急抢险和***环境的、一种新型焊接维修产品。
二、产品特点:
1、操作简单,方便携带
2、无须使用电源和其他辅助设备
3、用火机或火柴即可点燃
4、使用范围广泛
三、无电焊条(笔)技术特性与尺寸、质量
无电焊接焊条主要技术特性与尺寸、质量
外形尺寸(mm) | ≤ |
总质量(㎏) | ≤0.41 |
适用焊接材料 | Q235、Q255、Q275等 |
焊接厚度(mm) | ≤8 |
抗拉强度() | ≤430 |
工作温度(℃) | -25℃~+46℃ |
贮存极限温度(℃) | -40℃~+50℃ |
湿度 | ≤95%(25℃) |
贮存寿命 | ≤2 ≤2years |
焊接速度() | ≈12 |
单人操作展开时间(min) | ≤3 |
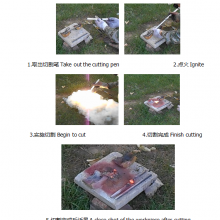
四、使用方法
无电焊接技术的基本操作技术主要包括启焊、运条、接头和收尾。焊接操作过程中,运用好这四种基本操作技术,才能***焊缝的施焊质量。各项基本操作步骤如下:
1、做好必要的防护并且准备好焊接工件后,将焊条置于待焊接的焊缝上方约2~3,用火机对准焊缝引燃焊条的引火线后即可以开始实施焊接。开始瞬间由于焊件温度低,焊条提供热量有限,焊条运动速度过快不易于使焊缝熔合,甚至影响后续的焊接效果,因此焊条引燃后,应注意观察焊缝局部受热变化,当焊缝形成熔池以后再开始沿着焊接方向移动焊条。特别是在焊接厚大焊件时应当更加注意观察。
2、焊接过程中,焊条相对焊缝所做的各种动作的总称叫运条。运条过程需要焊条末端有三个基本动作要互相配合,即焊条沿着轴线向熔池送进、焊条沿着焊接方向移动、焊条作横向摆动,这三个动作共同组成焊条有规则的运动。
3、后焊焊缝与先焊焊缝的连接处称为焊缝接头。焊条焊接时,由于受到焊条长度的限制,或焊接位置的限制,在焊接过程中产生两段焊缝接头的情况不可避免,接头处的焊逢应力求均匀,防止产生过高、脱节、宽窄不一致等缺陷。中间接头是后焊焊缝从先焊焊缝收尾处开始焊接。这种接头比较容易焊,操作适当时,几乎看不出接头。接头时在弧坑***附近引燃焊条启焊,当形成熔池时,立即回移至弧坑处,压低燃弧,稍作摆动,再转入正常焊接向前移动。这种接头方法用得比较多。
4、焊接结束时,若立即将焊条移出焊缝,则焊缝收尾处熔池中的气体来不及逸出,就会产生气孔,受热量不够,易产生末焊透等缺陷,不仅会降低焊缝收尾处的强度,还容易产生热裂纹。焊条过慢移出焊缝,还容易产生凹陷很深的弧坑或焊穿等缺陷。为防止出现这些缺陷,必须采取合理的收尾方法,填满焊缝收尾处的弧坑。常用的方法有划圈收弧法、回焊法等。
5、实施焊接后,等待30秒~40秒,待焊渣由熔融状态完全凝固,颜色由耀眼的红色转成深褐色时,即可以实施焊渣清理工作。清渣时,用专用清渣锤由里向外轻轻敲打焊渣。由于焊渣在1000℃左右开始凝固,因此凝固后的温度还很高,敲击时幅度要小,尽量减少飞溅范围。
五、焊接实例
实际操作中,焊接实例如下图所示。

六、注意事项:
1. 实施焊接以前务必对燃烧型焊条进行检查,对出现残损、破裂、褶皱等缺陷的焊条,严禁适用。
2. 实施焊接场所应当选择相对空旷,通风良好的场合,操作者应当佩戴相应护具。操作人员尽量远离烟尘飘逸方向。
3. 点燃焊条时,操作人员应当注意安全,防止引火线燃烧后灼伤身体。
4. 焊接完成后,由于焊缝金属尚未完全凝固,故不要急于触动焊接,也不要急于清理焊渣,防止破坏焊缝金属,使之出现热裂纹等缺陷。
5. 燃烧型焊条一旦引燃无法熄灭,因此实施焊接时应当选择适当长度的焊条。如果焊缝完成后,焊条尚未燃完,勿使之对着人或其它物体燃烧。应该使燃弧向下,尽量使之靠近地面,直至燃烧完全。
七、常见故障分析与排除
燃烧型焊条操作时常见故障主要是焊缝金属不能很好的在焊件上铺展,金属和焊渣不能很好分离,使得焊缝金属少,甚至不能实现焊接要求。
上述故障主要是因为起焊时速度过快,熔池没有完全形成导致。
解决方法主要是规范操作技法。
八、产品用途
主要用于灾后抢修抢建中的应急维修焊接野外下的安装、维修、抢救工作,如地震、矿井、石油及消防工作的紧急救护。汽车、船舶和铁路等交通工具的修理及事故处理,上下水管道的维修以及通讯、电网导线、输变点设备的焊接处理等......
九、产品规格
无电焊条(笔)规格
长度 | 宽度 | 厚度 |
160mm | 12mm | 3mm |
80mm | 12mm | 3mm |
160mm | 15mm | 6mm |
80mm | 15mm | 6mm |
备注:如有特殊需求可根据需求进行专业定制 |